
Druk 3D z filamentu PETG może początkowo wydawać się wyzwaniem, ale dzięki temu kompleksowemu poradnikowi opanujesz go do perfekcji. Dowiesz się, jak krok po kroku przygotować drukarkę i slicer, aby osiągnąć estetyczne i wytrzymałe wydruki, a także jak skutecznie rozwiązywać najczęstsze problemy.
Jak skutecznie drukować z PETG: Kompletny przewodnik po ustawieniach i rozwiązywaniu problemów.
- PETG łączy wytrzymałość mechaniczną i odporność termiczną, przewyższając popularne PLA.
- Kluczowe parametry druku to temperatura dyszy (220-250°C), stołu (70-90°C) i prędkość (40-60 mm/s).
- Umiarkowane chłodzenie (20-50%) jest niezbędne dla dobrej adhezji międzywarstwowej i wytrzymałości.
- Skuteczne ustawienia retrakcji (3-7 mm, 25-50 mm/s) oraz suszenie filamentu to podstawa walki z nitkowaniem.
- Stosuj warstwę separującą (np. klej w sztyfcie) na stole, aby uniknąć uszkodzeń powierzchni przy silnej adhezji.

Dlaczego PETG to doskonały następca PLA i kiedy warto po niego sięgnąć?
Z mojego doświadczenia wiem, że wielu początkujących adeptów druku 3D zaczyna swoją przygodę z filamentem PLA. To świetny materiał na start, ale z czasem pojawiają się potrzeby, które PLA po prostu nie jest w stanie zaspokoić. Właśnie wtedy na scenę wkracza PETG materiał, który łączy w sobie wiele zalet, stając się naturalnym krokiem naprzód.
PETG vs PLA: kluczowe różnice w wytrzymałości, elastyczności i odporności termicznej
Gdy porównujemy PETG i PLA, od razu widać, że PETG oferuje znacznie lepsze właściwości. Przede wszystkim, PETG jest generalnie bardziej wytrzymały mechanicznie i charakteryzuje się większą elastycznością niż PLA. Oznacza to, że wydruki z PETG są mniej kruche i lepiej znoszą uderzenia czy zginanie, co jest kluczowe w wielu zastosowaniach. Kolejną istotną różnicą jest odporność termiczna. PLA zaczyna mięknąć już powyżej 55°C, co ogranicza jego zastosowanie w miejscach narażonych na wyższe temperatury. PETG natomiast zachowuje stabilność aż do około 75-80°C. Ta zwiększona odporność na ciepło sprawia, że PETG jest znacznie bardziej wszechstronny. Mimo że PLA jest łatwiejsze w druku dla początkujących, ze względu na niższą temperaturę topnienia i mniejszą skłonność do problemów takich jak nitkowanie, to właśnie właściwości PETG czynią go lepszym wyborem w wielu przypadkach, gdzie wymagana jest większa trwałość i funkcjonalność.
Praktyczne zastosowania: do jakich projektów PETG nadaje się najlepiej?
Biorąc pod uwagę jego wyjątkowe właściwości, PETG jest moim zdaniem idealnym materiałem do szerokiej gamy projektów, które wykraczają poza możliwości PLA. Ze względu na swoją wytrzymałość mechaniczną, elastyczność i odporność chemiczną, PETG doskonale nadaje się do zastosowań zewnętrznych, gdzie wydruki są narażone na zmienne warunki atmosferyczne, promieniowanie UV czy wilgoć. Jest to również świetny wybór do tworzenia funkcjonalnych prototypów, obudów dla elektroniki, części mechanicznych czy elementów do dronów, gdzie liczy się odporność na uderzenia i stabilność. W domu PETG sprawdzi się w produkcji elementów wyposażenia, które mogą być narażone na zmienne temperatury, takich jak uchwyty, pojemniki czy akcesoria kuchenne (pamiętajmy jednak o certyfikatach kontaktu z żywnością, jeśli to konieczne). Krótko mówiąc, jeśli Twój projekt wymaga czegoś więcej niż podstawowa sztywność i chcesz, aby wydruk był trwały i funkcjonalny, PETG będzie strzałem w dziesiątkę.
Krok 1: Fundamentalne przygotowanie, czyli jak uniknąć problemów, zanim się pojawią
Zanim w ogóle pomyślimy o ustawieniach w slicerze, musimy zadbać o podstawy. W druku 3D, a szczególnie z PETG, przygotowanie ma kluczowe znaczenie. Ignorowanie tych kroków to prosta droga do frustracji i nieudanych wydruków. Pozwól, że podzielę się z Tobą moimi sprawdzonymi metodami.
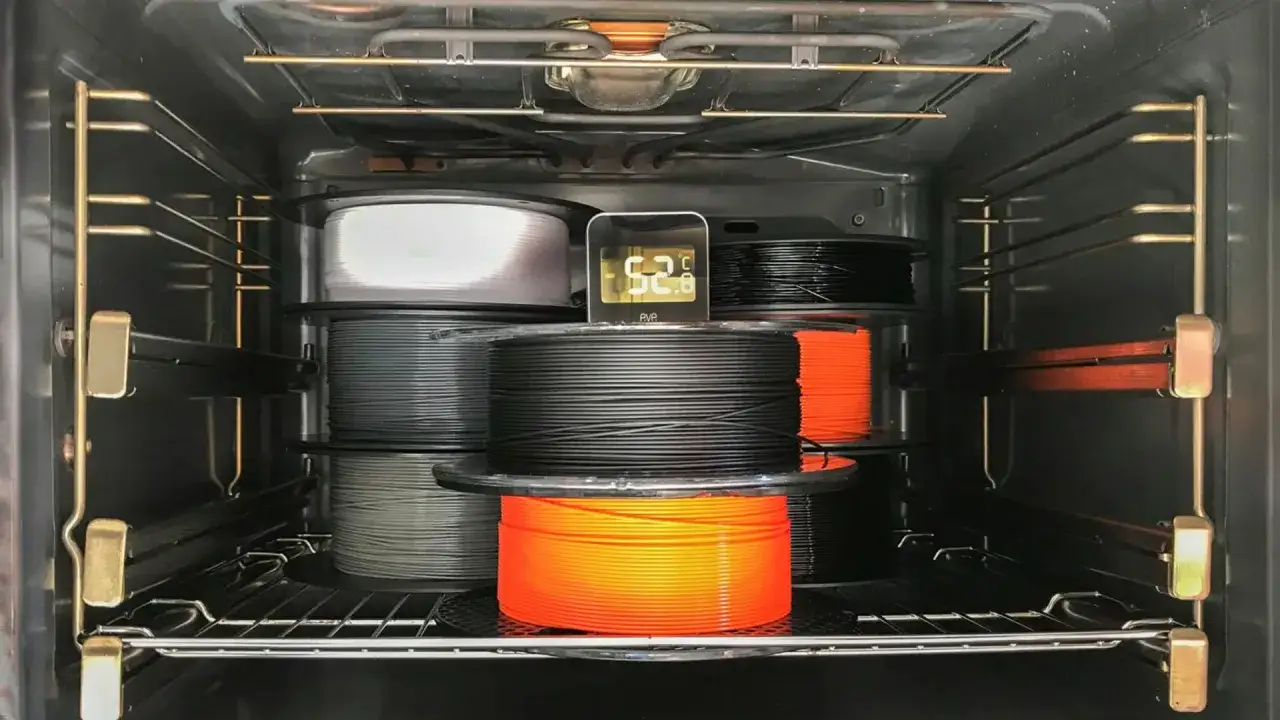
Sekret suchego filamentu: dlaczego PETG nienawidzi wilgoci i jak go prawidłowo wysuszyć?
Jednym z największych wrogów PETG jest wilgoć. Ten filament jest bardzo higroskopijny, co oznacza, że aktywnie pochłania wodę z powietrza. Wilgotny filament to przepis na katastrofę: od nadmiernego nitkowania (stringing), przez pęcherzyki i nierówne wytłaczanie, aż po obniżoną wytrzymałość mechaniczną gotowego wydruku. Z mojego doświadczenia wynika, że suszenie filamentu to często pomijany, a jednocześnie jeden z najważniejszych kroków. Aby prawidłowo wysuszyć PETG, zalecam użycie specjalnej suszarki do filamentu. Optymalna temperatura to około 65°C, a czas suszenia powinien wynosić od 6 do 8 godzin. Po wysuszeniu, a także pomiędzy kolejnymi sesjami drukowania, przechowuj filament w szczelnych pojemnikach, najlepiej z pochłaniaczem wilgoci, takim jak żel krzemionkowy. To prosta, ale niezwykle skuteczna metoda na zapewnienie stałej jakości druku.Przygotowanie stołu roboczego: jak zapewnić idealną pierwszą warstwę bez ryzyka uszkodzenia powierzchni?
PETG ma reputację materiału, który bardzo mocno przylega do stołu roboczego. I muszę przyznać, że to prawda! Z jednej strony to zaleta, bo minimalizuje ryzyko odklejania się wydruku, ale z drugiej może prowadzić do uszkodzenia powierzchni stołu, zwłaszcza jeśli używasz gładkiej płyty PEI lub szklanej. Aby temu zapobiec, zawsze zalecam stosowanie warstwy separującej. Moim ulubionym rozwiązaniem jest zwykły klej w sztyfcie (np. biurowy), ale równie dobrze sprawdzi się lakier do włosów lub specjalne płyny adhezyjne. Nakładaj cienką, równomierną warstwę przed każdym wydrukiem. Jeśli natomiast borykasz się z problemami ze słabą przyczepnością, co zdarza się rzadziej, upewnij się, że temperatura stołu jest w zalecanym zakresie (70-90°C) i dokładnie skalibruj pierwszą warstwę, dbając o odpowiedni Z-offset.
Czystość dyszy i kalibracja osi Z: drobne czynności, które ratują wydruk
Nie mogę wystarczająco podkreślić, jak ważna jest czystość dyszy, szczególnie przy drukowaniu PETG. Ten filament ma tendencję do pozostawiania drobnych resztek, które z czasem mogą prowadzić do zatykania dyszy i nierównego wytłaczania. Regularne czyszczenie dyszy, na przykład za pomocą metody "cold pull" lub po prostu szczotką drucianą, zapobiegnie wielu problemom. Równie kluczowa jest precyzyjna kalibracja osi Z, czyli ustawienie odpowiedniego Z-offsetu. To od niej zależy, jak dobrze pierwsza warstwa przylegnie do stołu. Zbyt wysoko i wydruk się odklei. Zbyt nisko i filament zostanie zbyt mocno wciśnięty w stół, co może prowadzić do problemów z przepływem i uszkodzenia powierzchni. Poświęć kilka minut na dokładne ustawienie Z-offsetu, a zobaczysz, jak bardzo poprawi się jakość Twoich wydruków.
Krok 2: Kluczowe ustawienia w slicerze gotowa checklista dla perfekcyjnych wydruków
Po odpowiednim przygotowaniu sprzętu i filamentu, czas na najważniejszą część konfigurację slicera. To tutaj decydujemy o tym, jak drukarka będzie pracować. Pamiętaj, że każde urządzenie i każdy filament są nieco inne, więc podane wartości traktuj jako punkt wyjścia, który możesz dopasować do swoich potrzeb.
Temperatura dyszy i stołu: jak znaleźć "złoty środek" dla Twojego filamentu?
Temperatura to podstawa udanego druku z PETG. Z mojego doświadczenia wynika, że optymalny zakres dla dyszy to zazwyczaj 220-250°C, choć niektórzy producenci dopuszczają nawet do 260°C. Ja zazwyczaj zaczynam od 235°C i koryguję ją w zależności od efektów. Zbyt niska temperatura może prowadzić do słabej adhezji warstw i niedostatecznego wytłaczania, natomiast zbyt wysoka nasila nitkowanie i może powodować powstawanie "bąbli" na powierzchni. Jeśli chodzi o stół roboczy, kluczowe jest utrzymanie temperatury w zakresie 70-90°C. Zapewnia to dobrą przyczepność i minimalizuje ryzyko podwijania się (warping). Pamiętaj, że każdy filament może mieć swoje specyficzne wymagania, więc zawsze warto sprawdzić zalecenia producenta i przeprowadzić kilka testów temperaturowych.
Prędkość druku: dlaczego wolniej często znaczy lepiej w przypadku PETG?
W przypadku PETG, moja zasada jest prosta: cierpliwość popłaca. Zalecane prędkości druku mieszczą się w przedziale 40-60 mm/s, a niekiedy nawet 35-60 mm/s. Choć kuszące jest przyspieszenie procesu, zbyt szybki druk z PETG często prowadzi do pogorszenia jakości powierzchni, zwiększonego nitkowania i osłabienia adhezji warstw. PETG potrzebuje czasu, aby odpowiednio się ułożyć i połączyć z poprzednią warstwą. Jeśli zależy Ci na estetycznych i wytrzymałych wydrukach, nie spiesz się. Zaczynając od dolnej granicy tego zakresu, masz większą szansę na sukces, a dopiero potem możesz stopniowo zwiększać prędkość, obserwując efekty.
Chłodzenie, czyli sztuka kompromisu: jak balansować między jakością powierzchni a wytrzymałością warstw?
Chłodzenie wydruku PETG to prawdziwa sztuka kompromisu. W przeciwieństwie do PLA, PETG wymaga umiarkowanego chłodzenia, zazwyczaj w zakresie 20-50% mocy wentylatora. Zbyt intensywne chłodzenie jest jednym z głównych winowajców słabej adhezji międzywarstwowej, co może prowadzić do pękania modelu. Z drugiej strony, zbyt słabe chłodzenie nasila nitkowanie i może powodować deformacje w przypadku drukowania małych detali lub zwisów. Moja rada? Jeśli zależy Ci na maksymalnej wytrzymałości mechanicznej, rozważ całkowite wyłączenie chłodzenia, ale bądź gotów na to, że jakość powierzchni (zwłaszcza w przypadku zwisów) może być gorsza. Dla większości zastosowań, umiarkowane chłodzenie w podanym zakresie będzie optymalne.
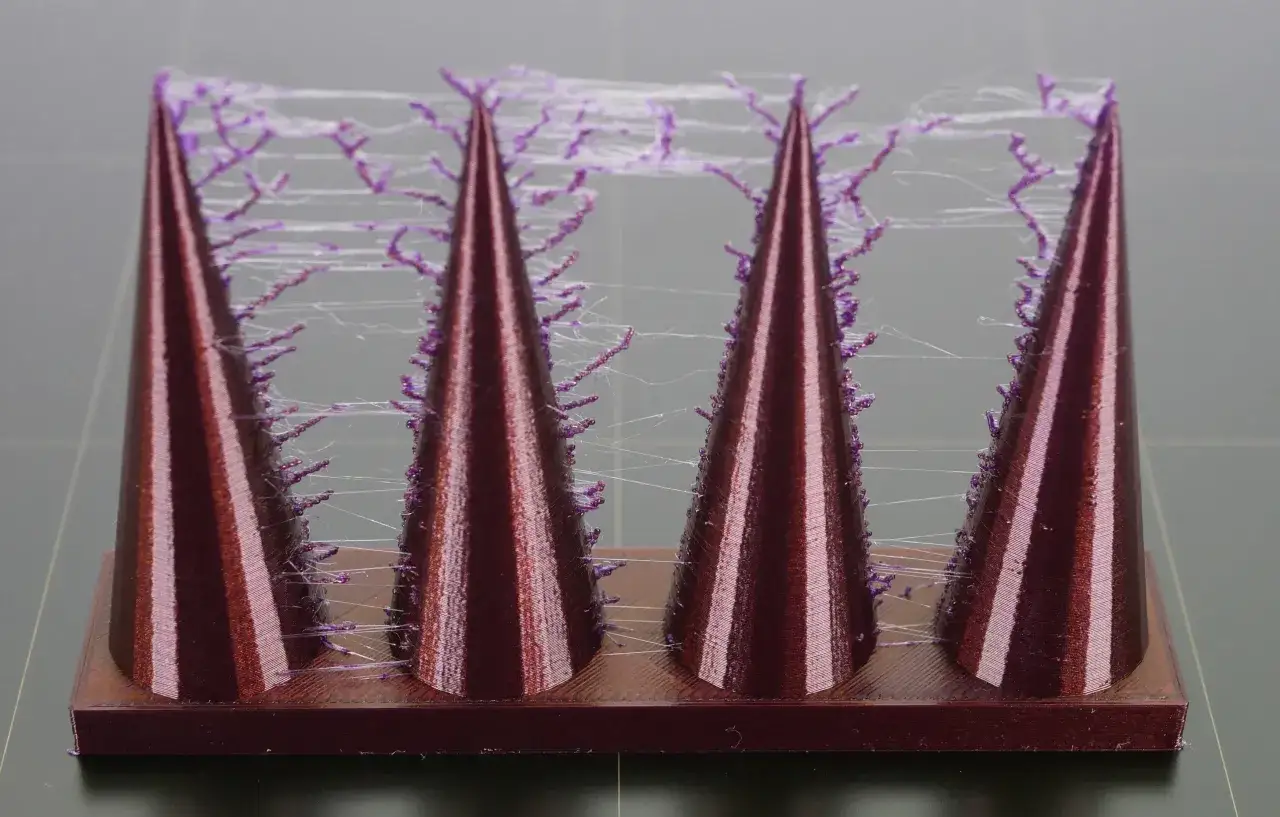
Retrakcja bez tajemnic: jakie ustawienia naprawdę eliminują nitkowanie?
Nitkowanie (stringing) to prawdopodobnie najczęstszy problem, z jakim spotykają się użytkownicy PETG. Kluczem do jego wyeliminowania jest odpowiednia retrakcja. Z moich obserwacji wynika, że zalecane ustawienia to dystans 3-7 mm i prędkość 25-50 mm/s. Warto jednak pamiętać, że ustawienia te różnią się w zależności od typu ekstrudera. Dla ekstruderów typu Direct Drive, gdzie dysza jest blisko silnika, dystans retrakcji jest znacznie mniejszy (np. 0,5-3 mm). Natomiast dla ekstruderów typu Bowden, z długą rurką PTFE, potrzebujemy większego dystansu (5-7 mm), aby filament został skutecznie wycofany. Pamiętaj, aby przeprowadzić testy retrakcji to najlepszy sposób na znalezienie idealnych wartości dla Twojej drukarki i filamentu.
Krok 3: Rozwiązywanie najczęstszych problemów z PETG praktyczny poradnik
Nawet z najlepszymi ustawieniami i przygotowaniem, problemy mogą się pojawić. To normalne w druku 3D. Kluczem jest umiejętność szybkiej diagnozy i zastosowania odpowiednich rozwiązań. Oto moje sprawdzone metody na najczęstsze bolączki z PETG.
Jak raz na zawsze pokonać nitkowanie (stringing)? Sprawdzone metody i ustawienia
- Zmniejszenie temperatury druku: Zbyt wysoka temperatura dyszy to częsta przyczyna nitkowania. Stopniowo obniżaj temperaturę dyszy o 5°C, aż nitkowanie ustąpi, jednocześnie monitorując adhezję warstw. Moim zdaniem, to najprostsza i często najskuteczniejsza metoda.
- Precyzyjne dostrojenie retrakcji: Jak już wspomniałem, retrakcja jest kluczowa. Eksperymentuj z dystansem i prędkością retrakcji, stosując wartości zalecane w tym artykule. Nie bój się przeprowadzać testów retrakcji, aby znaleźć idealne ustawienia dla Twojej drukarki.
- Suszenie filamentu: To podstawa! Wilgotny filament to główny winowajca nitkowania. Upewnij się, że Twój PETG jest absolutnie suchy przed rozpoczęciem druku.
- Zwiększenie prędkości ruchu jałowego (travel speed): Szybsze ruchy dyszy między punktami, kiedy nie wytłacza filamentu, skracają czas, w którym filament może "wyciekać", co również pomaga zredukować nitkowanie.
Wydruk odkleja się lub podwija (warping): 3 proste sposoby na idealną przyczepność
Problem z adhezją pierwszej warstwy to zmora wielu drukarzy. Jeśli Twój wydruk odkleja się lub podwija, oto co możesz zrobić:
- Zwiększenie temperatury stołu: Upewnij się, że temperatura stołu mieści się w zalecanym zakresie 70-90°C. Wyższa temperatura pomaga utrzymać wydruk na miejscu.
- Poprawne przygotowanie powierzchni stołu: Zastosuj warstwę adhezyjną, taką jak klej w sztyfcie, lakier do włosów lub specjalny adhezor. To tworzy barierę, która poprawia przyczepność.
- Dokładna kalibracja pierwszej warstwy: Upewnij się, że Z-offset jest prawidłowo ustawiony, a pierwsza warstwa jest odpowiednio "ściśnięta" do stołu. Powinna być płaska, ale nie na tyle, by filament był rozgnieciony.
Gdy wydruk przywiera zbyt mocno: jak bezpiecznie zdjąć model ze stołu?
Zbyt silna adhezja PETG to problem, który sam często napotykam, zwłaszcza na gładkich powierzchniach. Może to prowadzić do uszkodzenia stołu lub samego wydruku. Moja najważniejsza rada to cierpliwość. Zawsze odczekaj, aż stół całkowicie ostygnie. PETG ma tendencję do łatwiejszego odchodzenia od powierzchni po schłodzeniu. Oczywiście, stosowanie warstwy separującej, o której już mówiłem (np. klej w sztyfcie), jest najlepszą prewencją. Jeśli jednak wydruk nadal stawia opór, użyj szpatułki lub specjalnego narzędzia do usuwania wydruków, ale zawsze z zachowaniem ostrożności, aby nie uszkodzić ani wydruku, ani powierzchni stołu.
Krople i "bąble" na powierzchni: diagnoza i skuteczne rozwiązania
Jeśli zauważasz nieestetyczne krople (bloby) lub pęcherzyki (zits) na powierzchni wydruku PETG, najczęściej winowajcą jest wilgotny filament. Woda w filamencie zamienia się w parę podczas wytłaczania, tworząc te niedoskonałości. Dlatego pierwszym i najważniejszym krokiem jest wysuszenie filamentu. Jeśli to nie pomoże, problem może leżeć w nieoptymalnych ustawieniach retrakcji lub prędkości ruchu jałowego (travel speed). Eksperymentuj z ustawieniami retrakcji, a także rozważ zwiększenie prędkości ruchu jałowego, aby dysza spędzała mniej czasu nad jednym punktem, minimalizując ryzyko "wycieku" filamentu.
Słaba adhezja między warstwami: jak wzmocnić swoje wydruki i uniknąć pękania?
Słaba adhezja między warstwami to poważny problem, który może prowadzić do pękania wydruków, zwłaszcza pod obciążeniem. Z mojego doświadczenia wynika, że główną przyczyną jest zbyt intensywne chłodzenie. Jeśli wentylator pracuje na zbyt wysokich obrotach, filament zbyt szybko stygnie, zanim zdąży się odpowiednio połączyć z poprzednią warstwą. Aby to naprawić, zmniejsz moc wentylatora chłodzącego (lub całkowicie go wyłącz dla maksymalnej wytrzymałości). Możesz również spróbować lekko zwiększyć temperaturę dyszy (pozostając w zalecanych granicach dla PETG) oraz ewentualnie zmniejszyć prędkość druku. Dłuższy czas na połączenie się warstw i wyższa temperatura pomogą w uzyskaniu mocniejszego i bardziej spójnego wydruku.
Zaawansowane techniki i wskazówki dla wymagających
Gdy opanujesz podstawy, możesz zacząć eksperymentować z bardziej zaawansowanymi technikami, które pozwolą Ci wycisnąć z PETG jeszcze więcej. Oto kilka moich ulubionych.
Jak uzyskać efekt przezroczystości w wydrukach z transparentnego PETG?
Druk z transparentnego PETG może dać naprawdę spektakularne efekty, ale wymaga specyficznych ustawień. Aby uzyskać jak największą przezroczystość, musisz dążyć do tego, by filament był wytłaczany jak najbardziej jednolicie i bez pęcherzyków powietrza. Kluczowe ustawienia to: 100% wypełnienia (infill), co eliminuje wewnętrzne struktury, które rozpraszają światło; grubsze ścianki (perimeters); oraz nieco większa wysokość warstwy (np. 0.2-0.3 mm). Drukuj wolniej niż zwykle i użyj nieco wyższej temperatury dyszy, aby filament był bardziej płynny i lepiej się ze sobą łączył. Pamiętaj, że nawet przy idealnych ustawieniach, wydruk nigdy nie będzie tak przezroczysty jak lity kawałek plastiku. Możesz jednak dodatkowo poprawić efekt poprzez post-processing, taki jak szlifowanie i polerowanie, co usunie drobne niedoskonałości powierzchni.Optymalizacja parametrów pod kątem maksymalnej wytrzymałości mechanicznej
Jeśli Twoim priorytetem jest maksymalna wytrzymałość mechaniczna wydruków z PETG, musisz skupić się na kilku kluczowych parametrach. Przede wszystkim, zwiększ wypełnienie (infill) im więcej materiału wewnątrz, tym mocniejszy wydruk. Podobnie, zwiększ liczbę obrysów (perimeters), aby ścianki były grubsze i bardziej odporne na obciążenia. Niezwykle ważna jest również dobra adhezja międzywarstwowa. Możesz ją poprawić, stosując nieco wyższą temperaturę dyszy (w granicach bezpiecznych dla filamentu) i minimalizując chłodzenie (lub całkowicie je wyłączając, jeśli to możliwe). Wolniejsza prędkość druku również przyczyni się do lepszego połączenia warstw, co bezpośrednio przełoży się na wytrzymałość całego modelu. Pamiętaj, że wytrzymałość to często kompromis z estetyką wybierz, co jest dla Ciebie ważniejsze w danym projekcie.
Przeczytaj również: Kto wymyślił drukarkę 3D? Fascynująca historia rewolucji
Usuwanie podpór (supportów) z PETG: jak ułatwić sobie życie?
Usuwanie podpór z PETG może być czasem uciążliwe, ponieważ materiał jest dość elastyczny i dobrze się klei. Aby ułatwić sobie życie, zacznij od eksperymentowania z ustawieniami interfejsu podpór (support interface) oraz odległością Z (Z-distance) w slicerze. Zwiększenie tej odległości sprawi, że podpory będą mniej przylegać do wydruku, a co za tym idzie, łatwiejsze do usunięcia. Pamiętaj jednak, aby nie przesadzić, bo wtedy podpory mogą nie spełniać swojej funkcji. Moja praktyczna wskazówka: poczekaj, aż wydruk całkowicie ostygnie. PETG jest bardziej elastyczny, gdy jest ciepły, co utrudnia odrywanie podpór. Gdy wydruk jest zimny, staje się sztywniejszy, a podpory często łatwiej "odskakują". Do usuwania używaj precyzyjnych narzędzi, takich jak szczypce, skalpel lub specjalne nożyki, aby uniknąć pozostawiania śladów.
Podsumowanie: Twoja droga do mistrzostwa w druku z PETG
Jak widzisz, druk z filamentu PETG, choć na początku może wydawać się nieco bardziej wymagający niż z PLA, oferuje wyjątkowe właściwości mechaniczne i estetyczne, które czynią go niezastąpionym w wielu projektach. Opanowanie go to kwestia zrozumienia kilku kluczowych zasad od suszenia filamentu, przez odpowiednie przygotowanie stołu, aż po precyzyjne ustawienia w slicerze. Mam nadzieję, że ten kompleksowy poradnik dostarczył Ci wszystkich niezbędnych wskazówek, abyś mógł osiągnąć mistrzostwo w obsłudze tego materiału. Pamiętaj, że każdy sukces w druku 3D to wynik nauki i praktyki. Nie bój się eksperymentować z ustawieniami i stosować przedstawionych metod rozwiązywania problemów. Jestem przekonany, że z czasem PETG stanie się Twoim ulubionym filamentem do tworzenia trwałych i funkcjonalnych wydruków.